法兰减压阀 仪表线路巡检时需注意哪些事项?注意事项有哪些?
一、适用范围
本细则可作为维护、保养、检修车间使用的由执行机构(气动薄膜或汽缸)和壳体组成的气动调节阀(包括通常的双座阀、双座阀、套筒阀、球阀、碟阀等)的通用细则。
二、调节阀的工作原理
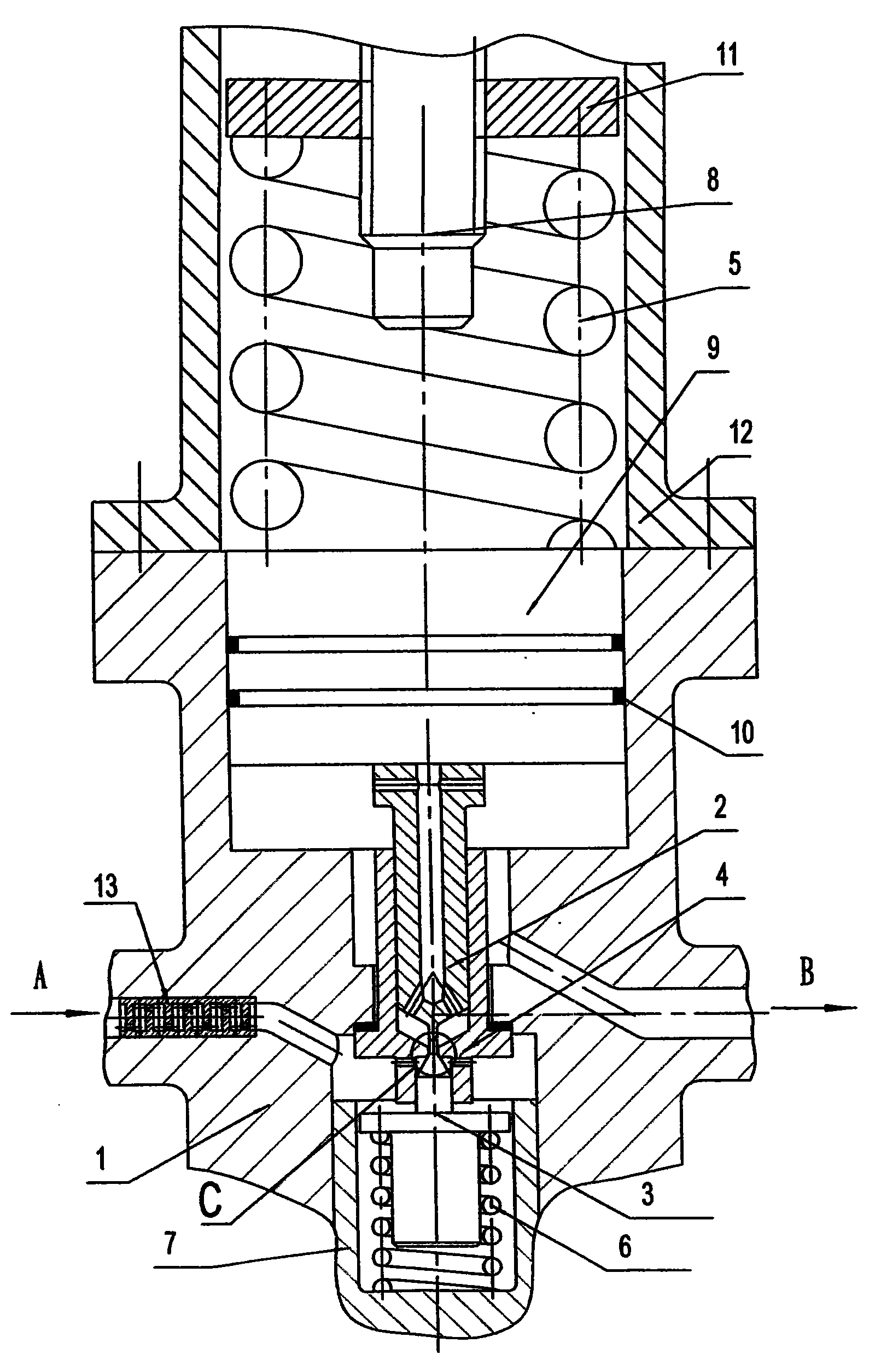
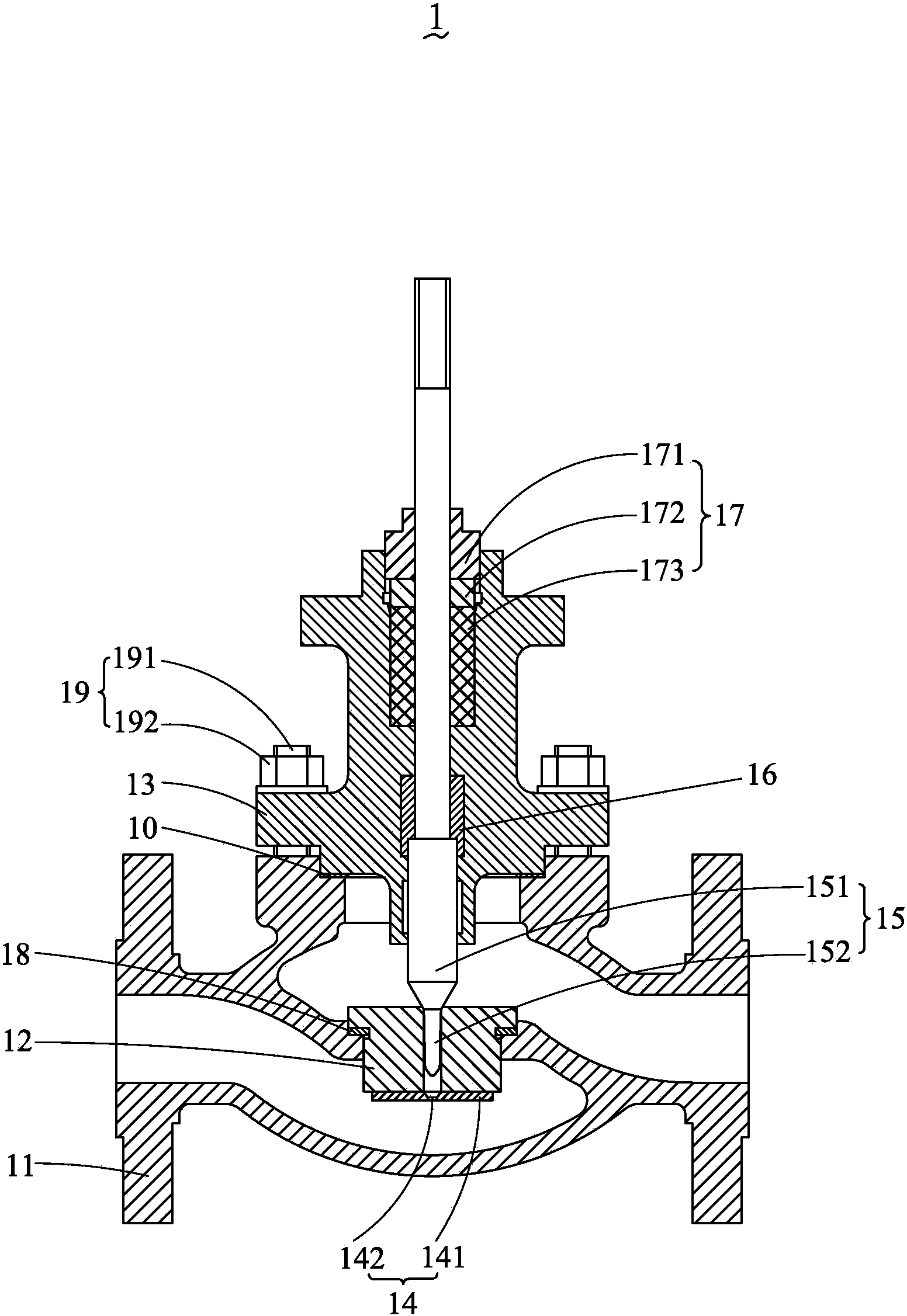
调节阀由执行机构(气动薄膜或汽缸)和阀门部件两部份组成。其中执行机构为推进装置,它按讯号压力的大小形成相应的推力,使推杆形成相应的位移,进而推动调节阀的衬套或阀板动作;阀门部件是调节阀的调节部份,它直接与介质接触,由衬套或阀板的动作改变调节阀的节流面积,达到调节的目的。执行机构是基于力平衡原理工作的,调节阀部份是基于流体节流原理工作的。
三、注意事项
1调节阀在投入运行前需做系统联校。
2节阀在工作时,前后的截断阀应全开,旁路阀(副线阀)应全关。整个管道系统中的其他球阀应尽量开大,一般调节阀应在正常使用范围(20%—80%)内工作。
3使用带手轮的调节阀应留意手轮位置指示标记。
4调节阀在运行过程中禁止调整轴套和压缩弹簧的位置。
四、调节阀的巡检

1巡检时应检测各调节阀的气源压力是否正常、气路(仪表空气管、滤减压阀、阀门定位器等)的紧固件是否松动、仪表空气是否有泄露。
2巡检时应检测滤料函及法兰连结处是否有工艺介质泄露,轮缘连结件是否紧固,轮缘是否有严重的磨擦凹痕或变型。
3巡检时需检测仪表线路的防护状况,仪表进线口密封是否良好。
4巡检时应检测衬套运动是否平缓法兰减压阀,行程与输出讯号是否基本对应,球阀各部件有无破损,重点是轴套、紧固件、气缸等。
五、调节阀的维护保养
1保养主要指对球阀各部件进行润滑、清理,延长球阀各部件使用寿命。
2定期清扫,保持整洁,非常是轴套、定位器的反馈杆等活动部位;清扫通常十天一次;对于需加润滑油的滤料,通常每礼拜加油一次,并使注油器内有足够的存油,润滑油的品种不得随便变更。
六、调节阀的检修
1对调节阀检修前,需填写《检修工作票》,征得调度及工艺人员同意并签字,待工艺人员关掉自调阀前后截至阀法兰减压阀,假如截至阀有泄露,应改装管件,并用旁路阀调节后,工艺人员现场监护各项安全举措落实到位后,待阀内介质降温、泄压后,方可开始调节阀的检修。
2检修的通常程序:
打标记→(下线)→清洗→解体→零部件检修→研磨→脱脂(对于氧阀)→装配→调校与实验→再次低脂(对于氧阀)→(上线)→动作检测→回路联试→投运。
3打标记:
为保证调节阀离线检修后能正确复位,应注重打标记程序。应能清晰标注以下方位
3.1调节阀阀门法兰与管线法兰的连结方位;
3.2阀门与上、下阀盖及其执行机构的连结方位。
4擦洗:
滞留在壳体腔内的个别工艺介质是具备磨蚀或有毒的,在踏入解体工序前应当以水洗或蒸气吹扫的方式,将调节阀被工艺介质涂敷的部件擦洗干净。
5解体
留意:对于氧阀,在解体过程中应当禁油,包括蝶阀所有组件、拆解工具及工作台。
5.1气开式调节阀需往薄膜气室或汽缸加入适当的气压讯号,使衬套或阀板与喷嘴脱离接触后,再旋转凸缘,使之与执行机构的推杆分离。
5.2在拆解汽缸与阀门前,应当将汽缸内弹簧的预紧力释放完,以免在在拆解时伤人。有如必要,需将执行机构组件完全分解,对薄膜、气缸、弹簧等易损件进行检测。
5.3在阀体分解后所得的零部件应集中储存,以防散失或外伤。

6零部件检修
6.1锈蚀或污垢的零部件要以合适的方式进行去锈和擦洗,要留意清洁好机加工面,非常要保护好销钉、阀芯、阀板和喷嘴的密封面。
6.2重点检测部位
6.2.1阀门:铸件的内壁和连结汽缸的内螺纹处易受流体介质的磨蚀和蠕变。
6.2.2喷嘴:密封面、与阀门连结的外螺纹处易受磨蚀和气蚀。
6.2.3衬套、阀板、阀杆组件:衬套、阀板的密封面和调节曲面以及导向圆锥面处均易遭到浸蚀和锈蚀的;衬套下部与密封滤料接触部位不得松动,轮缘不得弯曲。阀门阀板与轮轴之间的连结螺栓是否松动或破裂,轴承是否磨蚀,视状况更换;阀板及轴是否变型及弯曲;Ⅳ级密封的阀门板密封面不应有刀伤,否则要更换新备件。
6.2.4上阀盖的滤料函处的磨蚀。
6.2.5阀门、上阀盖、下阀盖各法兰密封面的磨蚀程度。
6.2.6执行机构中的薄膜片和“O”形密封圈视老化、裂损程度修补或更换。汽缸执行器、汽缸内壁是否有凹痕,执行机构中的弹簧是否变型磨蚀,视状况修补或更换。
6.3按照零部件外伤状况各异,决定选用更新或修补处理。
6.3.1每一次检修,不论外伤与否,应当更新的零件有密封滤料、法兰螺母、“O”形密封圈。

6.3.2经检测发觉外伤而又不能保证下一运行周期工作的零件应予更换,如薄膜片、弹簧等。
6.3.3其余的各种零部件如外伤严重时,应予更新;轻微外伤时,可选用补焊、机加工等方式给予修补。
7组装
留意:对于氧阀,在组装前应当对所有组件进行擦洗、脱脂处理后再组装。
7.1在组装的全过程中要非常注重各零件互相间的对中性。
7.2阀门与上、下阀盖装配时,应采取对角线“十”字逐次填装法。螺丝上应涂擦润滑剂。
7.3密封滤料组装时需留意以下几点:
7.3.1在使用开口滤料时,应使相邻两滤料的开口相错180°或90°。
7.3.2对需定期向滤料加注润滑油的调节阀,应使滤料函中的滤料套(又名灯笼环)处于适中位置,与注油口指向。
7.3.3按滤料的材质采用合适的润滑密封凡士林。
7.4执行机构与阀两大部件装配时,要留意解体前所做的标记,确保相对方位恢复原位。
8调校与实验
8.1调节阀的调校与实验前需得到工艺确认,校准过程需认真填写《调节阀调试记录》。
8.2基本偏差校准
将键入讯号平缓地按减小和降低方向给球阀定位器,观察各点所对应的行程值,实验点为键入讯号范围的0%、25%、50%、75%、100%五个点,各点误差应在±1%左右。
8.3回差校准
在同一键入讯号所测得的正反行程的最大残差即为回差。用调节阀的额定行程的百分率表示,不应少于1.0%。
8.4一直点误差校准
将键入讯号的上、下限值分别加入定位器,检测相应的行程值,误差不应少于1%。要非常留意到保证气开式调节阀的始点、气关式调节阀的终点在阀关位置上。
8.5死区校准
在键入讯号的25%、50%、75%三点上进行校准,步骤为平缓改变(减小或减少)键入讯号,直至观察出一个可发觉的行程变化(0.1mm),此点上正、反两方向的键入讯号残差即为死区。不应少于全阻值的3%。
9管件检修后,各部件按要求紧固安装后,调试合格后,由工艺人员开启前后截至阀,关掉旁路阀,待调节平缓后将《检修工作票》填写完整,清除好现场,做到“工完、料静、场地清”。
阀门厂家专业针对各类减压阀、球阀、防腐阀门
当前文章标签:调节,部件,密封,检修,填料你觉得这篇文章怎么样?
